Контроллер управления M2Craft (версии 7)
Инструкция на контроллер управления M2Craft (версии 7)
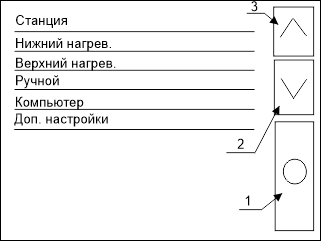
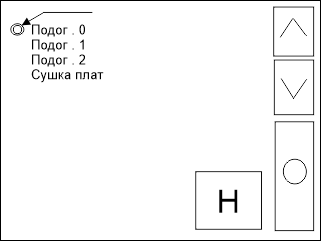
Главный экран.

- Конопка запуска или остановки процесса пайки.
- Отображение показаний температуры места пайки (место установки термодатчика на плате или паяемом элементе).
- Отображение показаний температуры нижнего нагревателя (термодатчик встроен в термоэлемент).
- Показатель текущей мощности нижнего нагревателя.
- Показатель текущей мощности верхнего нагревателя.
- Область нажатия для выбора режима работы контроллера.
- Область нажатия для выбора профиля работы контроллера для заданного режима.
- Область нажатия для перехода в меню настройки высоты электронного привода. Данная область отображается в том случае если в дополнительных настройках указано о наличии электронного привода. Безусловно это актуально в том случае если присутствует сам электронный привод верхнего нагревателя.
- Дополнительная временная панель. Начинает свой отчет при работе в режиме станция и начале работы верхнего нагревателя. Нужна для того чтобы видеть время которое прошло с момента включения верхнего нагревателя во избежание затяжки пайки и перегрева паяемой микросхемы. Значения – минуты и секунды.
- Панель времени для определения общего времени с момента запуска процесса пайки или иного контроллером. Значения – часы, минуты, секунды.
- Выбранная модель станции в дополнительных настройках. Например – M2Craft 5.0. Не рекомендуется выбирать модель не соответствующую Вашей. От этого зависит работа нагревателей (в частности нижнего).
- Значок Блютуз появляется если блютуз включен в дополнительных настройках. Данное включение позволяет включить или выключить установленный модуль блютуз. Необходимо помнить, что модуль помимо этого включается и выключается перемычками. Это сделано для возможности прошивки контроллера. Если нужно использовать только программное управление, то нужно переставить перемычки. При прошивке вернуть перемычки на место.
- Текущая версия прошивки.
Меню выбора режима работы
- Кнопка подтверждения выбранного пункта меню.
- Конопка прокрутки вниз по списку.
- Кнопка прокрутки вверх по списку.
Режимы работы:
- СТАНЦИЯ (работают верхний и нижний нагреватели)
- ВЕРХНИЙ НАГРЕВАТЕЛЬ (работает только верхний нагреватель).
- НИЖНИЙ НАГРЕВАТЕЛЬ (работает только нижний нагреватель).
- РУЧНОЙ (ручная установка мощности нижнего и верхнего нагревателей). В данном случае на главном экране появляются дополнительные стрелочки для уменьшения и увеличения мощности верхнего или нижнего нагревателя. Стрелочки активируются при запуске пайки.
- Компьютер (управление с помощью внешнего подключения к компьютеру или иному устройству)(на момент июнь 2024 года пока не доступно).
- ДОПОЛНИТЕЛЬНЫЕ НАСТРОЙКИ
Дополнительное меню
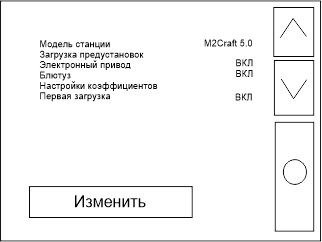
Перемещение по меню стандартное. Изменение пунктов происходит при нажатии кнопки ИЗМЕНИТЬ.
- Модель станции. В данном пункте указана выбранная модель станции. Именно к выбранной модели сохраняются все дальнейшие дополнительные коэффициенты.
Варианты :
- M2Craft0 (нижний нагреватель 4 кассеты)
- M2Craft0 Lite (нижний нагреватель 3 кассеты)
- M2Craft Micro (нижний нагреватель 62Х62 мм)
- M2Craft Block (использование с собственным оборудованием)
- Загрузка предустановок. Требуется после прошивки выполнить минимум один раз. Данный пункт предназначен для загрузки установок первоначального уровня для работы станции. Вносятся профиля работы и коэффициенты с которыми станция отгружается с производства.
Варианты:
- Загрузить умолчания.
- Вернуться в предыдущее меню. В данном случае установки не загружаются.
- Электронный привод. Пункт активирует или отключает работу электронного привода при его физическом наличии. При активации привода происходит появление на главном экране в правом нижнем углу квадрата для настройки привода при работе.
- Блютуз. При наличии модуля блютуз активирует его работу или отключает. Для работы этого пункта необходимо убрать перемычку принудительного включения блютуз сзади панели управления. Необходимо помнить, что при необходимости прошивки панели нужно будет вернуть перемычку принудительного включения блютуз.
- Настройка коэффициентов. В данном пункте меню производиться настройка коэффициентов для работы с оборудованием.
- Первая загрузка. Загрузка первой страницы с логотипом М2 и кнопкой определения работы тачскрина. В данном меню можно ее активировать или отключить. По умолчанию отключена (активация тачскрина производиться непосредственно при настройке станции на производстве).
Меню настройки коэффициентов
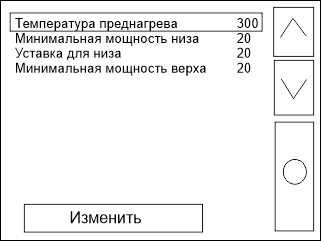
- Температура предварительного нагрева. Данная опция определяет максимальную температуру нижнего нагревателя на фазе предварительного нагрева. Это фаза прогрева нижнего нагревателя. После данной фазы нагреватель начинает работать в соответствии с профилем.
- Минимальная мощность низа. Данный коэффициент устанавливает минимальную мощность для работы нижнего нагревателя. Т.е. ниже данной мощности нагреватель не опуститься. Используется для сглаживания профиля пайки.
- Уставка для низа. Данный коэффициент определяет компенсацию инертности используемых нагревателей. Это не ПИД коэффициент. Определяет величину корректировки удержания температуры при срабатывании установки по Контролю верха. Например, срабатывание произошло при температуре нижнего нагревателя 350 градусов, тогда при коэффициенте 20 контроллер будет удерживать температуру 350-20= 330 градусов. По умолчанию мы используем 70 для наших станций версии M2Craft0 . Тем самым компенсируем наличие сверху керамической пластины.
- Минимальная мощность верха. Аналогична пункту 2, но применимо к верхнему нагревателю.
Меню выбора профиля
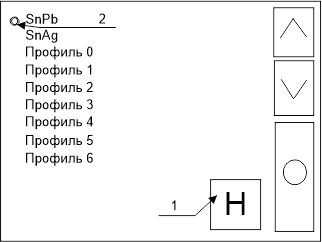
- Кнопка настройки выбранного профиля.
Данное меню позволяет выбрать ранее настроенный или требуемый настройки профиль.
Для каждого режима станции имеется свое меню выбора профиля. Выбор профиля отсутствует при режимах РУЧНОЙ и КОМПЬЮТЕР.
В режиме СТАНЦИЯ имеется 8 профилей все они могут быть настроены под задачи пользователя. Первые два профиля обычно предустановлены.
SnPb – профиль для свинец содержащих припоев. Температура оплавления от 182 до 195 градусов. По умолчанию выбрано 195 градусов для компенсации площади прогрева.
SnAg – профиль для без свинцовых припоев. Наиболее распространенная температура плавления данных припоев от 225 до 228 градусов. По умолчанию установлено 230 градусов.
Остальные профили не настроены.
Если Вы настроили под себя первые два профиля (SnPb SnAg), а впоследствии через дополнительные настройки ввели умолчания, то профили вернуться в первоначальные настройки. Остальные профили если они настроены Вами не изменяться.
Для режима НИЖНИЙ НАГРЕВАТЕЛЬ.
Первые три профиля предназначены для использования нижнего нагревателя в качестве подогрева паяемых плат.
Профиль Сушка плат. Используется для сушки плат с установкой температуры и времени.
Настройка осуществляется нажатием кнопки Н.
Для режима ВЕРХНИЙ НАГРЕВАТЕЛЬ

- Подогрев. Профиль работы верхнего нагревателя для подогрева зачищаемой микросхемы. Рекомендуемое расстояние от нагревателя до микросхемы 3 см. Данный профиль помогает зачистить микросхему от остатков припоя. Обычно без свинцового.
- Реболлинг. Профиль предназначен для проведения оплавления шариков припоя на микросхеме БЕЗ ТРАФАРЕТА. Т.е. в данном профиле используем съемные трафареты тип А или В. Рекомендуемое расстояние от нагревателя до микросхемы 3 см.
- Реболлинг+Т. Профиль предназначен для проведения оплавления шариков припоя с лежащим сверху трафаретом. Рекомендуемое расстояние от нагревателя до микросхемы 3 см.
- Пайка. Профиль для проведения паяльных работ с использованием верхнего нагревателя.
Настройки для профилей в режиме ВЕРХНИЙ НАГРЕВАТЕЛЬ рассмотрим отдельно. Сам переход в настройки осуществляется по нажатию кнопки Н. Пред настроен профиль Подогрев и Реболлинг.
Меню настройки профиля в режиме СТАНЦИЯ.
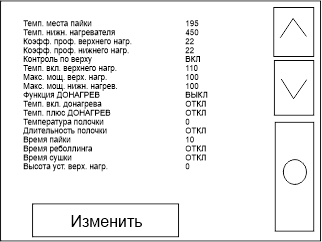
Для изменения пунктов настройки профиля нужно нажать кнопку ИЗМЕНИТЬ. Для подтверждения профиля кнопку О.
- Пункт настройки ТЕМПЕРАТУРА МЕСТА ПАЙКИ даёт Вам возможность установить температуру непосредственно в месте паяемой микросхемы. Указывая данную температуру Вы предполагаете, что при заданной температуре припой оплавится и микросхему можно поставить-снять. Необходимо иметь ввиду , что в связи с разным отводом тепла от микросхемы (из-за меди в различных слоях платы) установка датчика в разных местах около микросхемы может дать отличную температуру. Кроме того, необходимо учитывать время требуемое для оплавления всего припоя микросхемы, во всех ее частях во избежание отрыва контактных площадок при снятии микросхемы. Мы например, для преодоления таких сложностей используем установку температуры оплавления для без свинцового припоя не 225 градусов, а 230. С выдержкой в 10 секунд для полного оплавления припоя.
- Пункт ТЕМПЕРАТУРА НИЖНЕГО НАГРЕВАТЕЛЯ задаёт максимальную температуру для нижнего нагревателя. Просим отметить, что в наших станциях используются кварцевые нагревательные элементы, где тепло спирали передаётся через кварцевое стекло. Передача тепла в этом случае гораздо более эффективная чем передача через керамическое покрытие или алюминиевые плиты. Поэтому передаваемая температура более высокая. Кроме того, в дальнейшем в настройках мы используем КОНТРОЛЬ ПО ВЕРХУ, что позволяет не допустить, перегрев паяемой платы (в данном случае сам контроллер отслеживает температуру платы и нижнего нагревателя).
- Пункт настройки КОЭФФИЦИЕНТ ПРОФИЛЯ ВЕРХНЕГО НАГРЕВАТЕЛЯ предоставляет Вам возможность настроить скорость разогрева нагревателя. Данный пункт позволяет Вам непосредственно создать кривую профиля без использования полочек. С помощью введённого коэффициента вычисляется температурный профиль и далее уже за ним блок управления подводит реальный температурный профиль. Коэффициент не является линейным и представляет из себя параболу. При увеличении коэффициента парабола становиться круче, при уменьшении более пологой. Например, при работе с пластиковыми слотами процессоров имеет смысл коэффициент сделать меньше.
- Пункт настройки КОЭФФИЦИЕНТ ПРОФИЛЯ НИЖНЕГО НАГРЕВАТЕЛЯ предоставляет Вам возможность настроить скорость разогрева нагревателя. Данный пункт позволяет Вам непосредственно создать кривую профиля без использования полочек. С помощью введённого коэффициента вычисляется температурный профиль и далее уже за ним блок управления подводит реальный температурный профиль. Коэффициент не является линейным и представляет из себя параболу. При увеличении коэффициента парабола становиться круче, при уменьшении более пологой. Ранее такой пункт рассматривался применимо к верхнему нагревателю. Следует учесть, что при использовании паяльной станции МИКРО нужно внимательно относится к данному пункту. В противном случае есть риск перегрева платы. Например, для плат толщина которых более 1.5 мм рекомендуется коэффициент уменьшать. В этом случае плата прогреется медленнее. В противном случае есть риск быстрого прогрева ближайших к нагревателю слоёв и в тоже время, не прогрев непосредственно слоёв в месте пайки.
- Пункт КОНТРОЛЬ ПО ВЕРХУ. Данный пункт предназначен для коррекции работы нижнего нагревателя с температурой платы в месте пайки. При достижении паяемой платой температуры включения верхнего нагревателя контроллер блока управления корректирует установленную температуру нижних нагревателей с целью предотвращения перегрева платы. Это помогает избежать перегрев самой паяемой платы. Режим можно выключить или включить, используя кнопки изменения параметров. По умолчанию режим включён. Необходимо отметить что при включенном контроле контроллер отключает контроль по максимальной температуре нижнего нагревателя. В данном случае для регулирования является приоритетным температура прогрева платы.
При выключении КОНТРОЛЬ ПО ВЕРХУ контроль температуры нижнего нагревателя не осуществляется и нагреватель будет нагреваться до значения максимальной температуры, указанной в пункте ТЕМПЕРАТУРА НИЖНЕГО НАГРЕВАТЕЛЯ. Отключение позволяет Вам использовать нагрев нижнего нагревателя на всем этапе пайки. При этом необходимо быть внимательным во избежание перегрева паяемой платы. - Пункт ТЕМПЕРАТУРА ВКЛ. ВЕРХНЕГО НАГРЕВАТЕЛЯ. Данный пункт позволяет Вам настроить порог включения верхнего нагревателя. Этот порог срабатывания связан с термопарой расположенной в месте пайки. Пока температура платы в месте пайки не достигла данной температуры верхний нагреватель не включиться. Данный порог работает только в режиме станции. Реализация порога срабатывания позволяет Вам избежать включения верхнего нагревателя до момента пока ремонтируемая плата не прогрелась, и не достигла температуры непосредственно начала пайки элемента. Это помогает избежать перегрева паяемого элемента и термомеханического повреждения паяемой платы (пожелтение, коробление, вспучивание). Вместе с тем Вы сами можете установить требуемую температуру до которой Вы хотите прогреть плату. Рекомендуем нагревать плату в диапазоне от 80 градусов Цельсия до 125 градусов Цельсия. За этими пределами увеличивается вероятность термомеханического повреждения платы. Данный параметр изменяется путем нажатия на область значения.
- Пункт настройки МАКСИМАЛЬНАЯ МОЩНОСТЬ ВЕРХНЕГО НАГРЕВАТЕЛЯ позволяет Вам задать максимальную мощность работы верхнего нагревателя. Например, Вы считаете, что при 100 % мощности есть риск перегреть паяемую микросхему. Теперь Вы можете уменьшить мощность верхнего нагревателя установив требуемое Вами значение. И теперь при пайке у Вас верхний нагреватель не перейдёт установленный Вами порог мощности. По умолчанию 100%.
- Пункт настройки МАКСИМАЛЬНАЯ МОЩНОСТЬ НИЖНЕГО НАГРЕВАТЕЛЯ позволяет Вам задать максимальную мощность работы нижнего нагревателя. И теперь при пайке у Вас нижний нагреватель не перейдёт установленный Вами порог мощности. По умолчанию 100%.
- Пункт ФУНКЦИЯ ДОНАГРЕВА НИЖНЕГО НАГРЕВАТЕЛЯ (доступна на станциях МИКРО. На станциях других версий не актуальна в связи с использованием больших нижних нагревателей и стекло-керамических панелей). Может быть включена или выключена для любого профиля. Функция позволяет произвести донагрев паяемой платы в нужный момент с целью облегчения работы верхнего нагревателя и избежание перегрева верхним нагревателем платы. Функция по умолчанию выключена в предустановленных профилях. Если функция выключена, то следующие установки будут пропущены. Если включена, то на экране дисплея последовательно отобразятся пункты настройки донагрева. При включении данной функции у Вас появляется возможность ее настройки по следующему меню.
- Пункт ТЕМПЕРАТУРА ВКЛЮЧЕНИЯ ДОНАГРЕВА. В данном пункте устанавливается температура при которой запустится увеличение температуры нижнего нагревателя.
- Пункт ТЕМПЕРАТУРА УВЕЛИЧЕНИЯ НИЗА ПРИ ДОНАГРЕВЕ. В данном пункте устанавливается величина прибавки температуры для нижнего нагревателя. Например если Вы ввели 20 градусов, то нижний нагреватель в момент активации функции прибавит к удерживаемой температуре данное количество градусов и произойдёт рост температуры на введённую Вами величину. Хотелось бы отметить, что увеличится температура именно нижнего нагревателя. Температура места пайки вырастет на величину весьма различную от типа паяемой платы (ее толщины в частности и наличия медных слоёв в месте пайки).
- ТЕМПЕРАТУРА ПОЛОЧКИ. Данный пункт является дополнительным и позволяет Вам задать на графике профиля горизонтальную полочку. На этой полочке контроллер станции будет пытаться удержать заданную Вами температуру (как вариант для лучшего прогрева места пайки или для создания условий для впитывания, активации флюса. ). Задается непосредственно температура полочки. Обычно в диапазоне от 150 до 200 градусов. Не является обязательным.
- ДЛИТЕЛЬНОСТЬ ПОЛОЧКИ. Это параметр определяющий длительность ПОЛОЧКИ. Т.е. длительность удержания температуры установленной в предыдущем пункте. Если температура полочки 0, то данный пункт отключен.
- Время пайки. Длительность активной фазы пайки с начала оплавления.
- Время реболлинга. В текущей бета-версии не используется. Все настройки перенесены в настройки ВЕРХНЕГО НАГРЕВАТЕЛЯ.
- Время сушки. В текущей бета-версии не используется. Все настройки перенесены в настройки НИЖНЕГО НАГРЕВАТЕЛЯ.
- Высота установки верхнего нагревателя. Можно установить требуемое значение. При этом при внесении данного значения привод не будет двигать верхний нагреватель. Это произойдет уже непосредственно при пайки. Будьте внимательны и уверены при внесении значения. Данную величину можно изменить и непосредственно после выбора профиля до начала пайки черрез меню электронного привода (правый нижний квадрат главного экрана) при этом для каждого профиля можно выбрать свое значение высоты верхнего нагревателя.
Основные моменты при настройке стандартного профиля пайки.
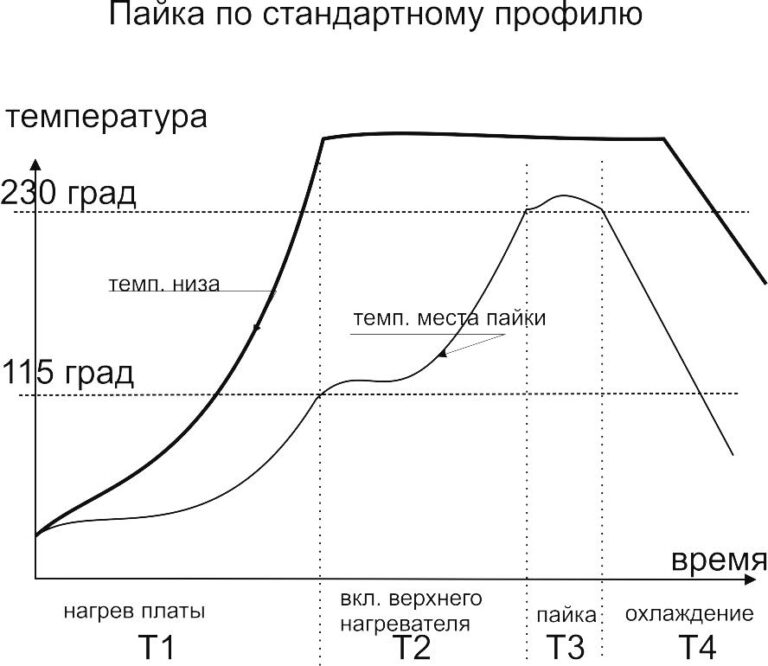
Отметим что график температуры нижнего нагревателя не совпадает по шкале с графиком температуры в месте пайки. Температура нижнего нагревателя выше. График изображён для наглядности вида.
Во временном цикле весь процесс делится на 4 части:
- Нагрев платы.
На этом этапе Вы нагреваете плату до нужной Вам температуры, что бы затем уже непосредственно приступить к пайке. Такой нагрев необходим ввиду того, что использование без свинцовых припоев требует достаточно высокой температуры для отпаивания-припаивания микросхемы (от 225 до 265 градусов. Зависит от типа припоя. Но обычно это район 225 градусов Цельсия). Если плату предварительно не нагреть может возникнуть термо-механическое повреждение из-за перегрева микросхемы и платы верхним нагревательным элементом. Однако плату на данном этапе необходимо и не перегреть. При перегреве платы опять же возникает риск термо-механического повреждения платы (скручивание, проседание в месте пайки, отвал элементов со стороны нижнего нагревателя, пожелтение, вспучивание поверхностных слоёв платы особенно в районе расположения паяемой микросхемы).
Мы рекомендуем нагревать плату в диапазоне от 80 до 125 градусов при измерении по термодатчику установленному в районе пайки микросхемы. При нагреве меньше 80 градусов (при стандартной пайке без использования функции донагрева) высока вероятность перегрева от верхнего нагревателя. При нагреве выше 125 градусов высока вероятность перегрева платы особенно в районе пайки микросхемы (первый симптом перегрева лёгкое пожелтение в районе пайки микросхемы, на оборотной стороне.)
Время предварительно нагрева платы различно для разных видов плат. Это зависит от толщины платы, расположения вырезов и слоёв меди, расположения паяемой микросхемы. Поэтому заранее сказать за какой промежуток нагреется плата нельзя. Профиль нижнего нагревателя определяется коэффициентом нижнего нагревателя. С помощью данного коэффициента реализуется температурный профиль непосредственно самого нижнего нагревателя. Это сделано для большей безопасности (для платы) при проведении паяльных работ. Нагрев непосредственно платы зависит как мы ранее говорили от самой платы. Вместе с тем нижний нагревательный элемент остаётся неизменным. Это позволяет держать нагрев платы под контролем.
Кроме того нами реализована функция КОНТРОЛЯ НИЖНЕГО НАГРЕВАТЕЛЯ она позволяет осуществить взаимосвязь между температурой непосредственно верха платы (в месте пайки) и температуры нижнего нагревателя. Функция позволяет избежать перегрева и не догрева платы. Функция взаимосвязана в нашей станции с температурой включения верхнего нагревателя. На первом этапе профиля верхний нагреватель не включён. Конечно при необходимости можно включить верхний нагреватель настроив температуру включения нагревателя в любой момент работы профиля. Например ввести значение 20 градусов. Тогда верхний нагреватель включится практически сразу. Правда в таком случае лучше выключить контроль нижнего нагревателя или оставить, но при этом необходимо понимать, что при достижении 20 градусов нижний нагреватель больше греть не будет. А будет стараться удержать температуру. - Второй этап – это уже работа непосредственно верхнего нагревателя.
При этом при включённой функции Контроля нижнего нагревателя – нижний нагреватель будет стремиться удержать температуру подогрева платы , а верхний нагреватель начнёт нагрев места пайки. Станция при этом издаст звуковой сигнал. Профиль данного этапа настраивается коэффициентом верхнего нагревателя. Необходимо отметить, что в отличие от нижнего нагревателя , верхний нагреватель работает с термодатчиком расположенным непосредственно в месте пайки микросхемы. В случае с выключенным Контролем нижнего нагревателя низ продолжит нагрев (если он не достиг температуры предустановки) и динамика роста температуры будет иной. Но контроллер все равно будет пытаться удержать температуру в заданном профиле. Прохождение данного профиля зависит и от высоты закрепления верхнего нагревателя. А также от установленной максимальной мощности верхнего нагревателя. Чем выше нагреватель тем дольше времени и больше мощности понадобиться для нагрева места пайки. Так же нужно отметить, что чем больше размер паяемой микросхемы, тем ниже нагреватель. Однако не следует опускать верхний нагревательный элемент ниже 1.5 см. во избежание перегрева при пайке и поднимать выше 3 см во избежание затягивания процесса пайки и термического повреждения микросхемы. Данный этап занимает меньше времени. Желательно уложится в промежуток от 1.5 до 2.5 минут. По мере приближения температуры к предполагаемой температуре оплавления припоя рекомендуем визуально контролировать процесс. Если припой уже оплавился, микросхема «поплыла», то рекомендуем попробовать ее снять не дожидаясь окончания процесса. После снятия микросхемы необходимо в данном случае нажать кнопку СТОП для остановки процесса пайки. В противном случае станция будет продолжать работать пока не будет пройдён весь профиль. Будьте внимательны !!! При отведённой в сторону голове верхнего нагревателя место пайки греться не будет и верхний нагреватель будет работать на полную мощность, нагревая например край паяемой платы. Автоматически контроллер не выключиться. Для него будет считаться что место пайки не прогрелось. Если же необходимо пройти весь полный цикл профиля. Например по причине приклеенной микросхемы или необходимости прохождения полного цикла. Ждем завершения второго этапа. По завершении второго этапа и начале третьего станция издаст двойной сигнал. Который указывает на достижение температуры в месте пайки установленного значения. - Третий этап. Непосредственно пайка .
Данный этап определяется временными рамками по умолчанию установлено 10 секунд. Это время которое станция будет удерживать установленную температуру оплавления припоя. Время данного этапа можно изменить в ДОПОЛНИТЕЛЬНЫХ НАСТРОЙКАХ. Данная установка относится ко всем профилям. После окончания данного этапа станция произведёт ТРИ звуковых сигнала и выключит оба нагревателя. И сбросит время. После окончания рекомендуется отвести верхний нагреватель в сторону для более быстрого охлаждения места пайки. - Последний этап – охлаждение.
Это пассивный этап. В связи с тем что нами используются кварцевые малоинерционные нагреватели процесс охлаждения достаточно быстрый. Вместе с тем необходимо отметить, что в виду того что мы используем стекло-керамическую панель расположенную над нижними нагревательными элементами, то рекомендуется принудительное охлаждение нижнего нагревателя.
Вот в принципе и весь стандартный процесс пайки. Немного резюмируем. В Вашем распоряжении имеются все средства для построения профиля пайки :
- Устанавливаемая предполагаемая температура оплавления.
- Коэффициенты профилей нижнего и верхнего нагревателей.
- Установка максимальной мощности нагревателей.
- Температура включения верхнего нагревателя (начало второго этапа)
- Удержание температуры нижнего нагревателя в заданных пределах. Функция контроля нижнего нагревателя.
- Длительность непосредственной пайки.
- Возможность настройки 8 профилей (два предустановлены).
Настройка профиля пайки с использованием донагрева.
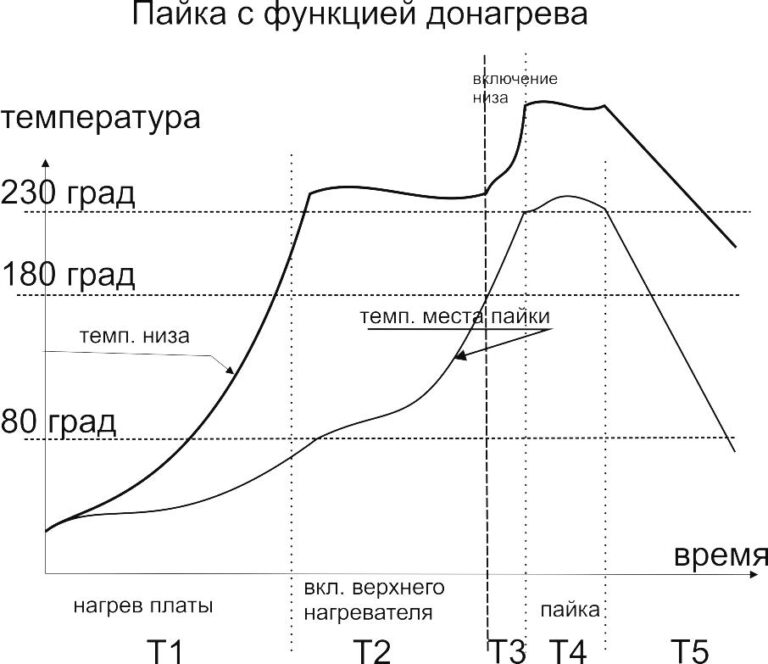
Отметим что график температуры нижнего нагревателя не совпадает по шкале с графиком температуры в месте пайки. Температура нижнего нагревателя выше. График изображён для наглядности вида.
График практически такой же как и в случае пайки по стандартному профилю, но с небольшим изменением. У нас получается уже не 4 этапа, а 5 этапов.
- Этап аналогичен при пайке в режиме стандартного профиля. Вместе с тем при использовании функции донагрева позволяет нам начать пайку при более низкой температуре (например 80 градусов). Что это нам даёт? Это позволяет нам не перегревать плату на первом этапе и частично при прохождении второго этапа. Позволяет избежать проседания платы в месте пайки.
- Второй этап при стандартной пайке в нашем случае разделится на два этапа. В первом все происходит как обычно. При достижении указанной температуры (80 градусов) включается верхний нагреватель и начинается нагрев места пайки. Если мы так продолжим паять, то при дальнейшем нагреве есть риск перегреть плату сверху (может произойти вспучивание). В функции донагрева мы указываем температуру активации (180 градусов). При достижении этой температуры станция издаст звуковой сигнал. Это сигнализирует об окончании второго этапа.
- Третий этап . В этот момент происходит корректировка температуры нижнего нагревателя на величину внесённую при настройке донагрева. Например 20 градусов. Именно на эту величину возрастёт температура НИЖНЕГО нагревателя. Не температура в месте пайки, а именно температура нижнего нагревателя. Соответственно возрастёт и температура места пайки. Величина роста температуры места пайки будет зависеть от типа паяемой платы. Определяется экспериментально. Это облегчит работу верхнего нагревателя и ускорит съем или пайку микросхемы. Для каждого профиля могут быть произведены индивидуальные настройки функции донагрева.
- Аналогичен этапу при пайке в стандартном профиле.
- Аналогичен этапу при пайке в стандартном профиле.
Функция донагрев отсутствует в подавляющем большинстве продаваемых паяльных станциях. Реализация ее позволяет более гибко выстроить профиль. Запустить ее можно в любой нужный Вам момент, выстроив индивидуальный профиль для пайки плат с которыми не получается справиться стандартным профилем. Надеемся что использование данной функции позволит Вам справляться со сложными ремонтами и выполнять качественную и аккуратную пайку.